В сотрудничестве с лидирующими производителями компьютерной техники компания ESI Group разработала передовую технологию, объединяющую аппаратные средства и программное обеспечение в индустриальные решения для моделирования листовой штамповки — виртуальный пресс.

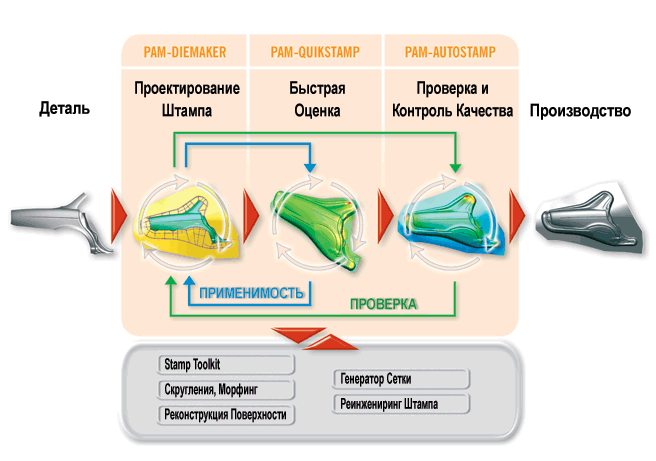
PAM-STAMP 2G предлагает оригинальную цепочку моделирования штамповки: от быстрого проектирования штампа через оценку применимости к окончательной проверке и контролю качества продукции, без отрыва от CAD-модели.
Импорт геометрии и генерация сетки
PAM-STAMP 2G поддерживает импорт геометрических моделей в форматах IGES, VDA, CATIA V5 и автоматически генерирует конечно-элементную сетку. Глубокая интеграция сеточного генератора DeltaMesh в PAM-STAMP 2G позволяет осуществлять импорт полезной информации о CAD-модели (группы, слои
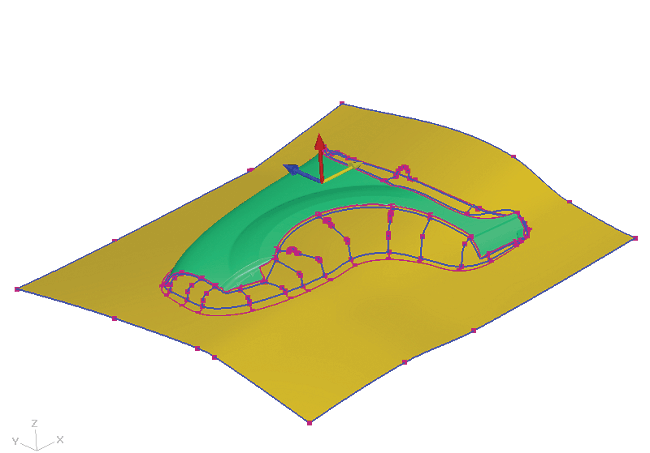
Проектирование штампа
Модуль PAM-DIEMAKER помогает пользователю быстро создать параметризованную модель инструмента, взяв за основу конечную деталь. Прижим и боковые поверхности штампа формируются интуитивно. Параметрическое проектирование штампа создает интерактивную связь между процессами проектирования и анализа.
База материалов
Содержит разные упруго-пластичные модели материалов для описания поведения различных сортов стандартных и высокопрочных сталей или алюминия. В зависимости от доступных данных деформационное и кинематическое упрочнения могут быть заданы кривыми или эмпирическими законами.
Быстрая оценка применимости
Модуль PAM-QUIKSTAMP предлагает оптимальный компромисс между точностью и скоростью для быстрой оценки применимости. Такой подход позволяет легко выявить ошибочные решения и создать базу для последующих расчетов и оптимизации.
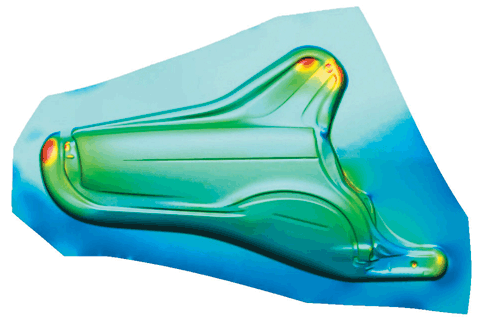
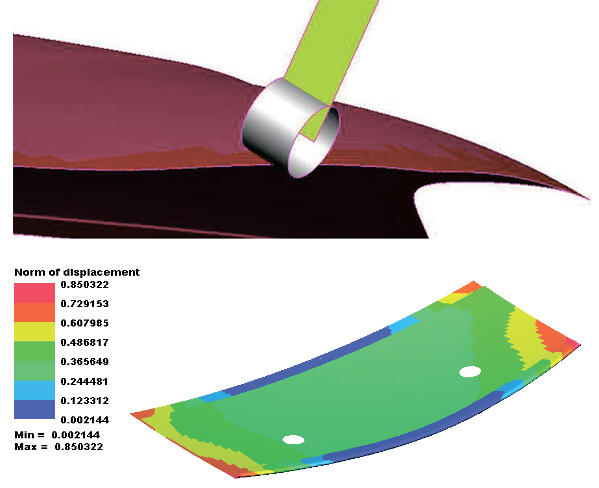
Проверка формообразующих характеристик штампа
Результата «с первого раза» можно достичь только заменой натурного эксперимента вычислительным, максимально точно повторяющим реальную ситуацию! Это позволит выявить зоны традиционных дефектов, таких как разрывы, морщины
Применение новых материалов влечет за собой новые проблемы с точки зрения качества конечной детали и контроля точности. Надежный прогноз пружинения, его коррекция с последующей проверкой — один из ключей к успеху PAM-STAMP 2G.
Экспорт данных
PAM-STAMP 2G позволяет экспортировать 2D-объекты, (например, контуры сечений
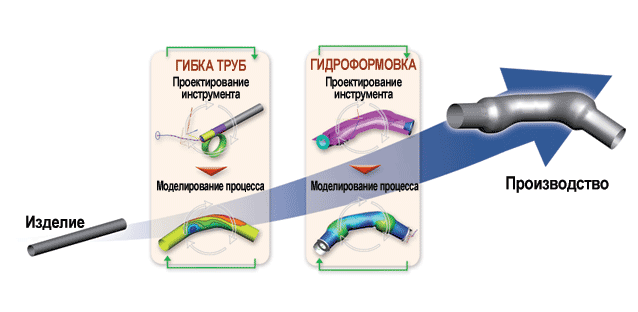
PAM-TUBE 2G
Учитывая потребность рынка в сложных изделиях с малыми радиусами изгиба, PAM-TUBE 2G предлагает точное моделирование гибки труб с реалистичным моделированием инструмента и поведения материала. Гибка и гидроформовка — современные технологии, позволяющие получать изделия сложной формы с повышенным качеством поверхности. PAM-TUBE 2G обеспечивает моделирование разных технологий гибки и гидроформовки в различных их сочетаниях.
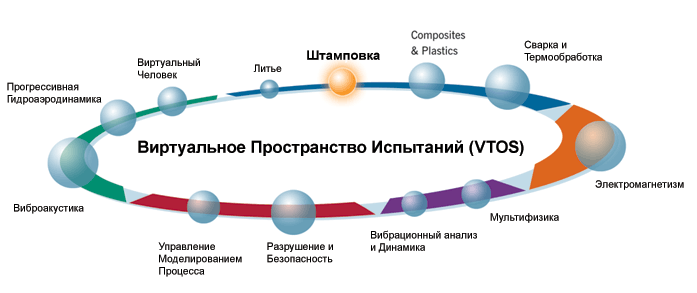
PAM-STAMP 2G в виртуальнм пространстве испытаний
Как и все продукты компании ESI Group, PAM-STAMP 2G является частью виртуального пространства испытаний (Virtual Try-Out Space, VTOS) — уникального комплекса, виртуального инженерного решения, позволяющего постоянно совершенствовать технологию на виртуальном прототипе. Благодаря радикальному снижению затрат и времени на разработку средства VTOS дают возможность отказаться от использования физических прототипов.
Внимание! Этот программный продукт, возможно, больше не поставляется.
Дополнительно
-
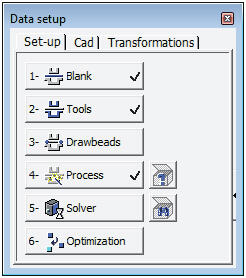
Редизайн процесса конфигурации расчета. Используется подход, основанный на пошаговом ведении пользователя через настройку задачи моделирования. Различные параметры сгруппированы в более логичной последовательности, чтобы сделать процесс проще для неопытного пользователя.
-
Улучшенная поддержка многоступенчатых процессов. Моделирование всей цепочки процесса, состоящей из нескольких операций, становится все более важным, поскольку проблемы могут возникать не только в основной, но и в других операциях. Кроме того, возможность компенсации пружинения на более поздних стадиях, где это может быть проще, является привлекательной концепцией. Ранее при моделировании было довольно сложно управлять многостадийными процессами. С новым улучшенным графическим интерфейсом данную операцию стало производить легче. Это относится и к созданию/управлению стадиями, и к различным необходимым инструментам, и к визуализации
и т.д. 
-
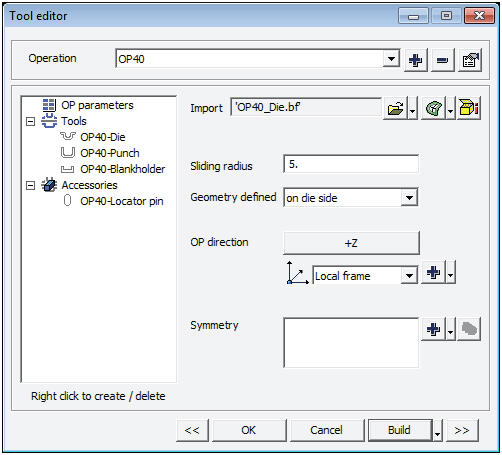
Улучшенный Редактор инструментов. Редактор инструментов был усовершенствован для более эффективной поддержки многостадийных процессов. Создание инструментов стало более удобным для пользователей благодаря возможности быстрой и легкой модификации данного инструмента для любой заданной операции.
-
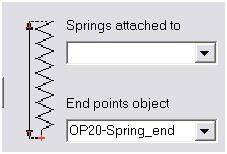
Улучшена конфигурация вспомогательного оборудования (прокладок, направляющих, пружин и штифтов) для каждой операции. Это оборудование теперь напрямую привязано к операции, что позволяет, например, изменять направление при изменении операции.
-
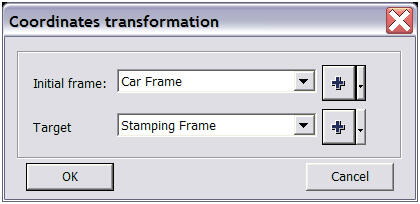
Обработка системы координат автомобиля. PAM-STAMP 2G будет всегда размещать моделируемую деталь в нужной системе координат. Для нескольких стадий и/или импорта/экспорта в другие инструменты, таких как моделирование рабочих характеристик, требуется размещать деталь в системе координат автомобиля. Теперь данная опция поддерживается при импорте детали из PAM-DIEMAKER для CATIA V5.
-
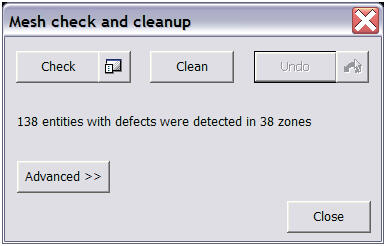
Автоматическая проверка и исправление сетки. Ранее, как правило, в 95% случаях сетка, созданная в CAD, была корректной, но в остальных 5% возникали проблемы с алгоритмами сдвига и/или контакта. Новый алгоритм исправления автоматически обнаруживает любые несоответствия, связанные с сеткой. Пользователь может выбрать режим их исправления — автоматический или интерактивный, решая проблему за проблемой.
- Реализован прямой импорт файлов UG, Parasolid и CATIA V5 при наличии отдельной лицензии.
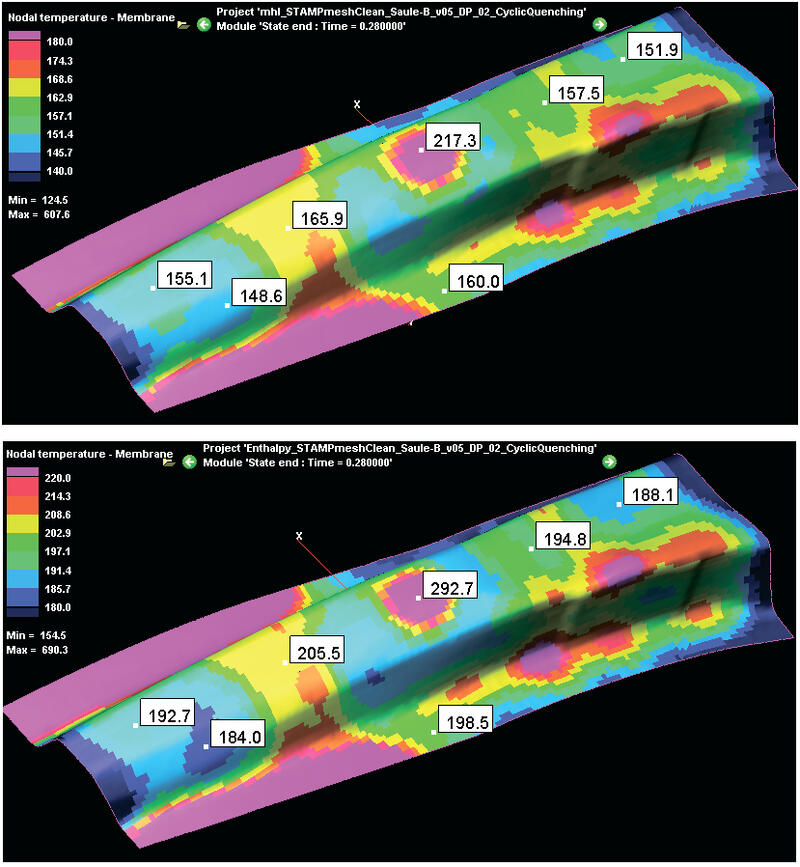
Горячая и холодная штамповка
-
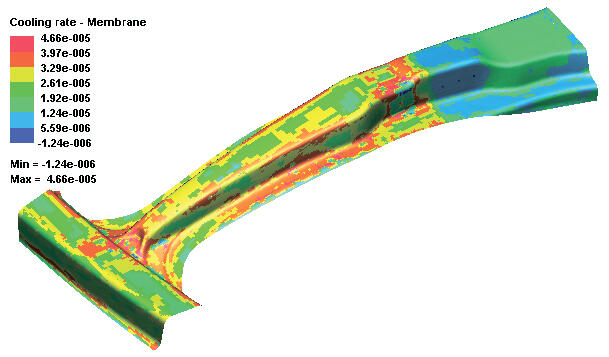
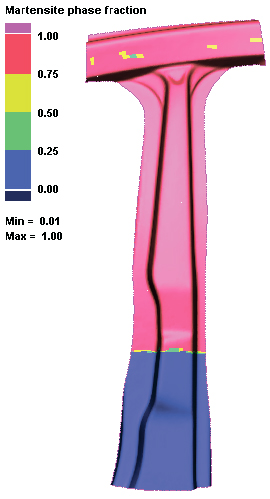
Визуализация скорости охлаждения. При анализе процесса следует убедиться, что скорость охлаждения достаточно высока и соответствует ожидаемой.
-
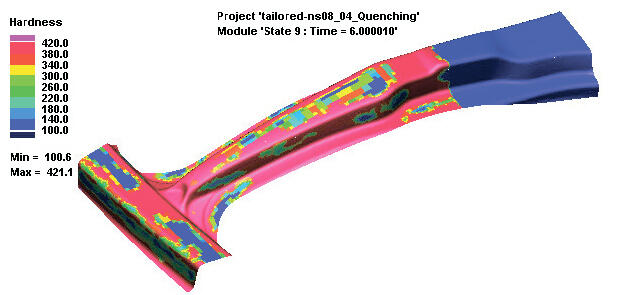
Визуализация твердости. Конечному пользователю часто требуется определенная твердость горячештампованной детали. Это поле позволяет пользователю проверить данную деталь на этапе виртуального прототипирования.
-
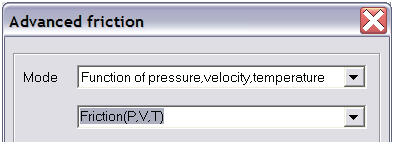
Учет трения, зависящего от температуры, позволяет пользователю более точно моделировать реальные условия трения внутри пресса, которое зависит от температуры и значительно повышается при больших температурах.
- Улучшение TTS-элементов для горячей формовки (TTS = элемент для толстых оболочек). Время, отведенное на этап закалки, обычно стремятся сократить. Это можно сделать за счет приложения большего усилия пресса во время закалки, что обеспечивает большую теплопередачу на контакте. Элемент TTS моделирует данный процесс более точно, позволяя пользователю увидеть эффект от действия различного усилия на прессе.
-
Улучшенное описание металлургии. Более правильное описание фазовых переходов, в том числе — учет скрытой теплоты, выделяющейся при изменении фазового состава. Это обеспечивает более точные результаты при расчете циклического охлаждения.
- Учет термического расширения заготовки позволяет описывать необходимое для расчета искажений/пружинения после закалки тепловое расширение (и сжатие) заготовки в зависимости от температурных деформаций.
-
Объемное расширение для 3D-элементов. При циклическом охлаждении это позволит значительно снизить процессорное время — до 5 раз (в зависимости от размера сетки и геометрии).
-
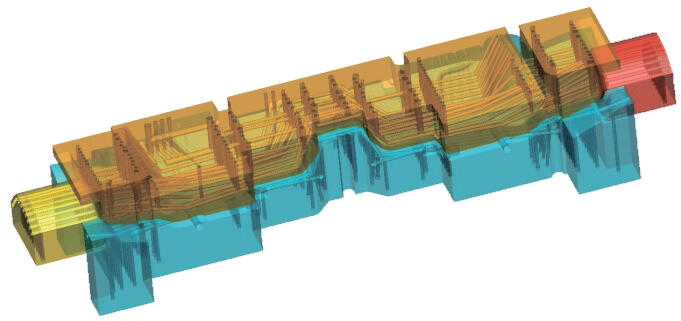
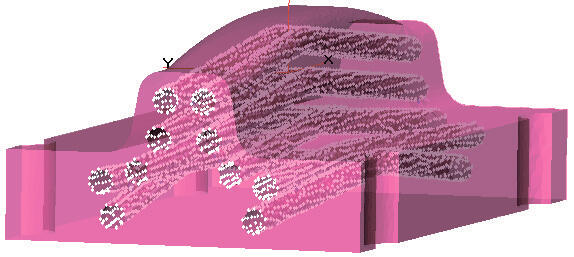
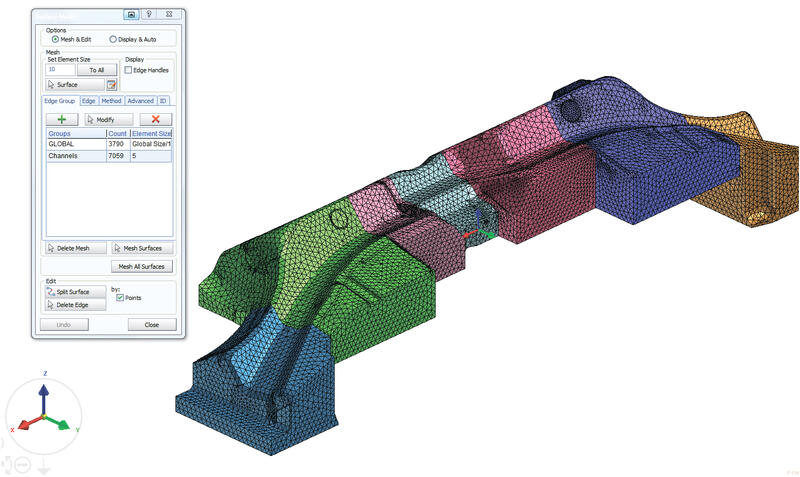
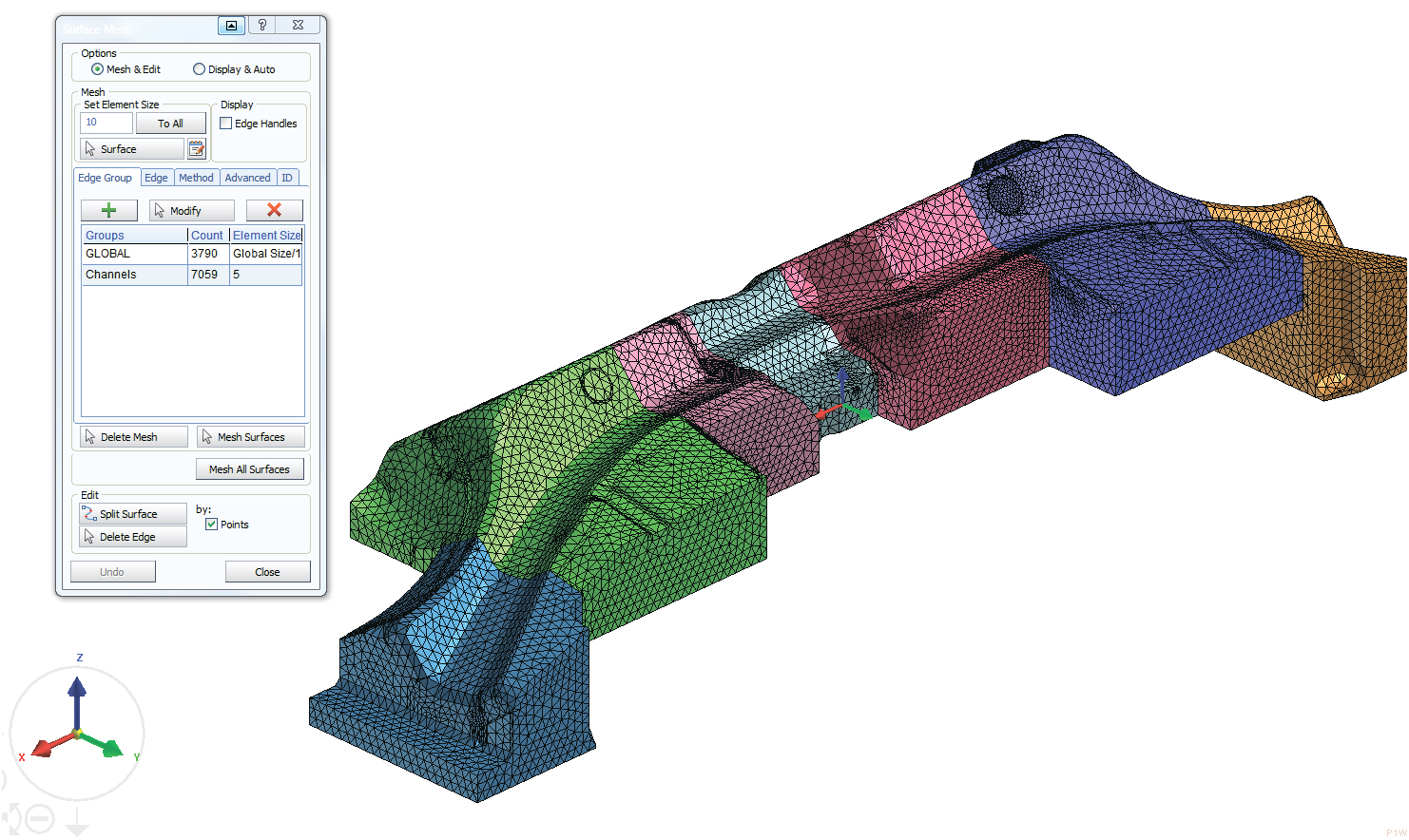
Автоматический выбор охлаждающих каналов. При сложной геометрии выбор и определение 3D-каналов охлаждения может быть затруднено. Теперь алгоритм автоматического выбора поможет выбрать весь канал охлаждения.
-
Теплая формовка алюминия. При нагреве материала не только для стали, но и для алюминиевых сплавов, позволяют увеличить формуемость при повышенных температурах. В версии 2012 добавлена возможность теплой формовки алюминия, включая такие типичные явления, как деформационный отжиг и тепловое расширение. При этом используется модель материала Barlat YLD2000−2D.

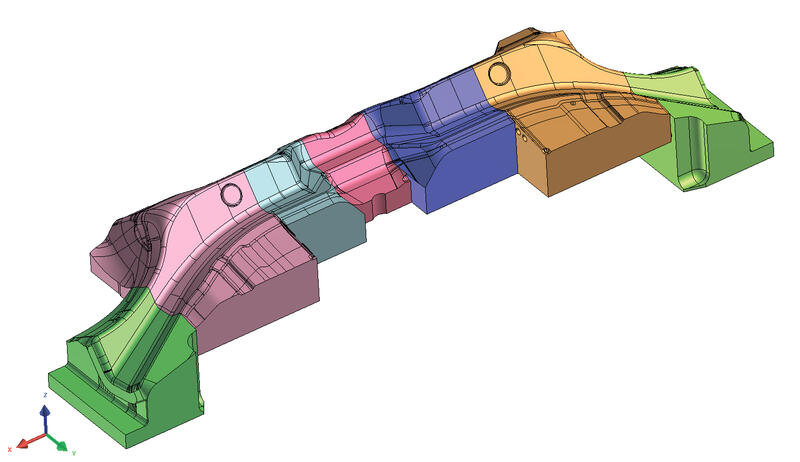
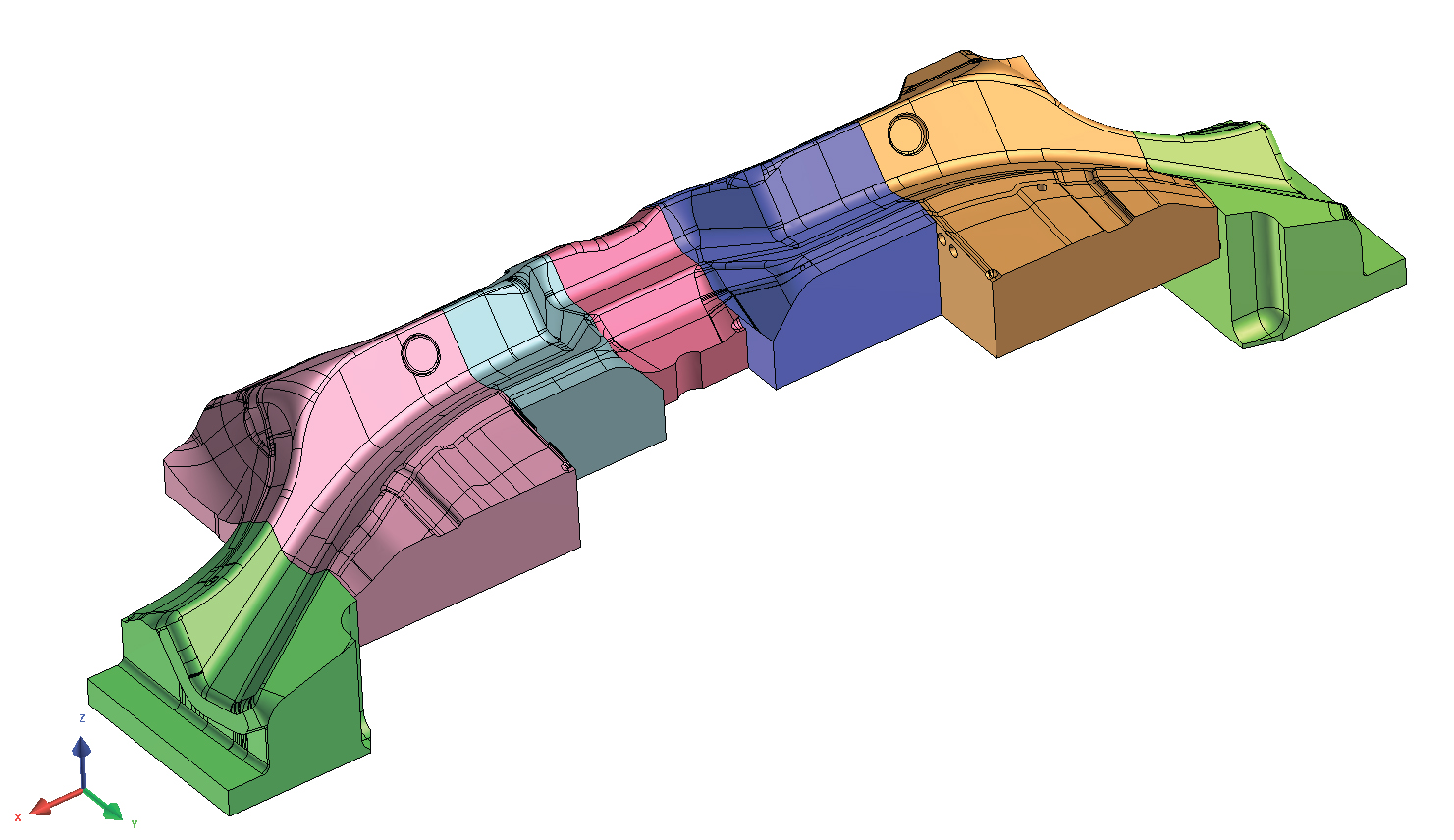
Горячая штамповка — Оценка штампа — Построение сетки штампов
-
Автоматическая сборка частей инструмента. Файл с твердотельной CAD-моделью автоматически импортируется, различные объемы обнаруживаются, исправляются и собираются.
-
Автоматическая генерация сетки. Автоматически создается полностью сопряженная объемная сетка, пригодная для моделирования каналов охлаждения.
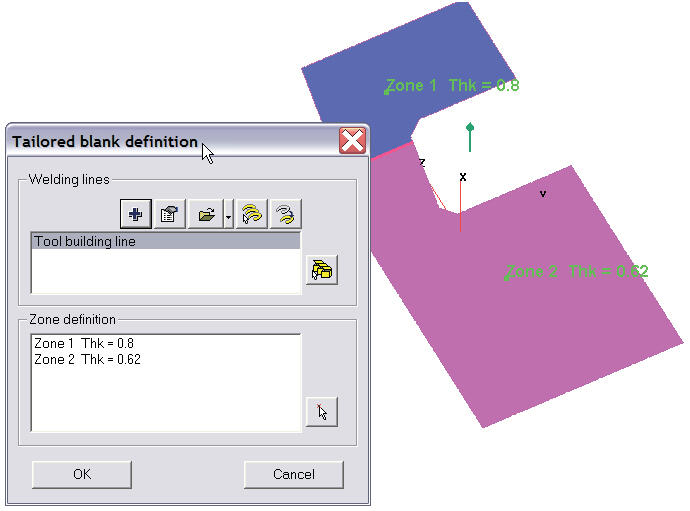
Составные заготовки
-
Прямая поддержка создания составных сварных заготовок в GUI. Снизить вес автомобиля позволяет, в частности, использование сварных заготовок. Однако эти оптимизированные детали часто очень сложны в производстве из-за непредсказуемого поведения в прессе и при пружинении. В новой версии определение составной сварной заготовки напрямую интегрировано в Редактор заготовок. Вам достаточно лишь задать в графическом виде сварные швы и назначить различные свойства материалов, а обо всем остальном позаботится программа.
-
Прямое создание перетяжных ребер для составных сварных заготовок в GUI. В версии 2012 перетяжные ребра могут быть скорректированы для различных материалов/толщин.
-
Улучшенная постобработка для составных заготовок. При анализе результатов можно изучать поведение сварных швов, чтобы убедиться, что они расположены, как задумано.

-
Отбортовка с утонением. Вытяжка с утонением иногда используется как способ уменьшения пружинения. Сейчас данная методика совместима с моделями Hill 90, Vegter и Barlat 89 и Press Force-расчетом. При этом используется специальный тип элемента, который автоматически активируется при обнаружении явления вытяжки с утонением.
-
Пружинение после подгиба кромок. С PAM-STAMP 2G теперь можно точно рассчитать пружинение после подгиба кромки или вальцовки двух частей.
- Улучшенный расширенный неявный решатель для пружинения. Улучшена стабильность/надежность в случаях, когда происходит локальная неустойчивость. Повышение точности для пружинения + силы тяжести + контакта. Снижение процессорного времени на 30−50% (в зависимости от сетки и геометрия). Совместимость с DMP предоставляет также возможность ускорения за счет нескольких ядер.
-
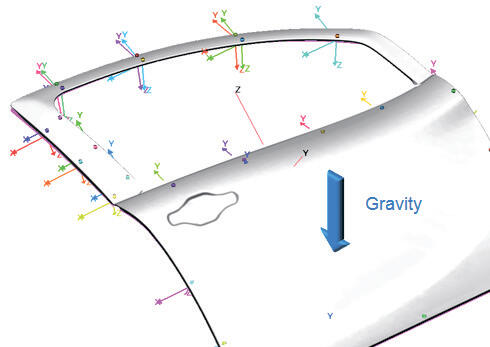
Пружинение на зажимном столе. Чтобы получить реальную оценку пружинения, теперь его можно рассчитать на зажимном столе с действием силы тяжести, с условиями закрепления, определяемыми пользователем. Это позволяет получить более реалистичные значения пружинения.
Виртуальный контроль качества
- Улучшена обработка кривизны поверхности после измельчения сетки. Ранее вся деталь должна была быть рассчитана с крайне мелкой сеткой от начала до конца, чтобы иметь возможность захватить поверхностные дефекты. С версии 2012 можно измельчить сетку детали к концу. Специальный алгоритм позволит улучшить измельчение в зависимости от кривизны детали без ущерба для результата. Это приводит к сокращению процессорного времени более чем на 50%.
-
Улучшенная постобработка поверхностных дефектов. В версии 2012 реализован новый диалог постобработки, который помогает анализировать результаты расчета дефектов поверхности. Вмятины могут отображаться непосредственно в 3D-виде — так же, как это выглядит в реальности. Кроме того, положительные или отрицательные значения датчиков визуализируются в зависимости от направления дефекта.

Дополнительные операции с сеткой
-
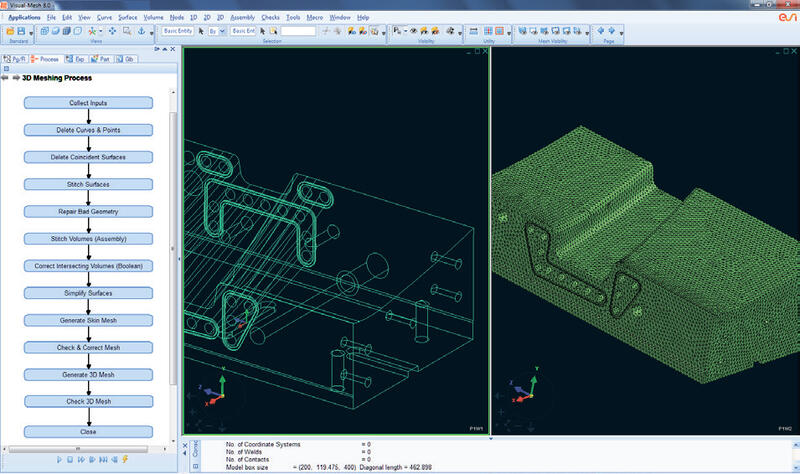
Visual-Mesh. В случае возникновения проблем в CAD-модели, которая будет использоваться для генерации сетки, Visual-Mesh обеспечит ее автоматическое или интерактивное исправление. При необходимости пользователь получает широкие возможности для редактирования загруженной сетки. Кроме того, Visual-Mesh обеспечивает возможность построения объемных сеток.
Внутренняя память
- Для работы в препроцессоре (включая DIEMAKER) требуется минимум 512 Мб.
- Для постпроцессора требуется минимум 512 Мб. Для больших моделей необходим больший объем памяти.
- Решатель «Direct Implicit Solver» (гравитация и пружинение) может потребовать большого объема памяти в зависимости от величины модели. Для модели, состоящей из 100 000 элементов, необходимо более 3 Гб оперативной памяти.
Внешняя (дисковая) память
- Рекомендуется как минимум 800 Мб свободного дискового пространства для установки PAM-STAMP на платформах Windows и 1Гб — для платформ Linux/UNIX.
- Для хранения проектов требуется минимум 1 Гб дискового пространства.
- Для DMP расчетов требуется больше места из-за большего количества рестарт-файлов (по одному на каждый процесс).
Процессор (только Intel / AMD)
Для работы препроцессора или постпроцессора рекомендуется процессор класса Pentium с частотой не менее 1.6 ГГц; для расчетов — не менее 2.3 ГГц.
Графическая карта
OpenGL hardware graphic accelerator (настоятельно рекомендуется):
- поддержка разрешения экрана 1280×1024 и выше;
- мелкий шрифт.
Прочее
Трехкнопочная мышь (средняя кнопка необходима для динамического вращения и увеличения/уменьшения объектов на экране).